

Incoming Goods Protocols: What Cleanliness Standards Apply to Raw Components?
Manufacturing high-performance products within the United Kingdom demands absolute control over environmental contamination. Whether your facility produces intricate semiconductor assemblies, safety-critical aerospace sensors, or sterile medical devices, the integrity of your production environment is
consistently under threat from outside influences. While substantial engineering capital is spent on high-efficiency particulate air filtration systems, precise pressure gradients, and rigorous operator gowning regimes, one of the most critical pathways for contamination ingress is frequently mismanaged: the
introduction of raw materials and sub-components into the clean space.
Every year, facilities managers and quality directors deal with unexpected batches of contaminated components shipped directly from external supply chains. When uncleaned, raw parts cross the boundary from an unclassified storage warehouse into a certified cleanroom, they bring along a vast
payload of hidden manufacturing residues, surface dust, and microbial bioburden.
Managing this threat requires much more than relying on generic, arbitrary supplier guarantees. It demands the implementation of a mathematically validated material ingress protocol that aligns with international standards, protects your core processing areas, and ensures that every material entry is
carefully logged and decontaminated.
Why Do Supplier Agreements Fail to Protect Cleanroom Integrity?
A common vulnerability in modern manufacturing quality management systems is an over-reliance on a supplier's Certificate of Conformance. Quality teams frequently accept components under loose agreements stating the parts were manufactured in a clean environment. However, without specifying numerical particulate boundaries, chemical verification methods, and specific cleaning validations, these statements offer no actual protection against internal cross-contamination.

The Difference Between Commercial Cleanliness and Cleanroom Specifications
The core of the issue lies in the deep division between standard industrial cleanliness and the strict metrics used to certify a controlled environment. A component can appear perfectly spotless to the naked eye under normal warehouse lighting, yet still carry millions of sub-micron particles that can easily ruin high-precision manufacturing processes.
Misinterpreting Particulate Standards
Industrial manufacturing facilities often use general macro-cleanliness criteria, such as verifying the absence of visible grit, metal shavings, or surface oil stains. Cleanrooms, however, operate on a microscopic scale. A raw component packaged in standard commercial cardboard boxes will arrive covered in cellulose fibres and packaging dust. These fibres breakdown into thousands of sub-micron particles during transport. If this component is brought straight into an active workspace, the mechanical action of opening the box releases these particles directly into the airflow, overwhelming localized filtration systems and compromising the facility certification.
The Danger of Arbitrary Supplier Guarantees
Many external component suppliers lack the specialised diagnostic equipment required to measure sub-micron surface contamination. Statements such as "processed in an environmentally controlled zone" are often completely arbitrary, meaning the space could simply be a standard warehouse with basic air conditioning rather than a certified facility operating under strict air change rates. Without access to auditable data showing actual microscopic particle counts per unit area, accepting these components places your entire validation framework at serious risk.
The Risk of Hidden Processing Residues
Beyond visible dust and particulate matter, raw components often carry a chemical payload stemming directly from their primary manufacturing steps. These residues are particularly dangerous because they cannot be detected via standard visual inspections.
Machining Coolants and Cutting Oils
During mechanical milling, stamping, or turning operations, components are continuously flooded with cutting fluids, lubricants, and anti-corrosion oils. While suppliers typically wash these parts before shipment, standard industrial washing processes often leave behind a thin microscopic film of organic hydrocarbons. Once these oils enter the low-humidity, highly regulated environment of a cleanroom, they begin to outgas. This outgassing introduces chemical vapours into the air stream, which can settle onto sensitive electronics, disrupt wire bonding, or alter the surface chemistry of plastic sub-assemblies.
Release Agents and Surfactants
For injection-moulded polymer components, suppliers routinely spray chemical release agents onto the mould cavities to ensure clean part ejection. These silicones and surfactants adhere tightly to the component surfaces. If these parts are brought into an assembly area without receiving verified cleaning and rinsing treatments, the residual release agents can prevent industrial adhesives from curing correctly, leading to mechanical delamination and unexpected product failures in the field.
What Cleanliness Standards Apply to Raw Materials and Components?
To bridge the gap between supplier variation and cleanroom predictability, quality managers must replace vague, internal agreements with established international engineering standards. Two primary frameworks define these professional contamination control strategies.
Decoding the Requirements of ISO 19227 for Orthopaedic and Medical Devices
For those involved in medical technology and surgical device manufacturing, the standard ISO 19227 provides a comprehensive, risk-based roadmap for verifying the cleanliness of medical implants and associated raw components. This standard outlines strict testing methodologies designed to prove that cleaning validation protocols are thoroughly effective.
Quantifying Total Hydrocarbon Contamination
ISO 19227 requires manufacturers to implement chemical extraction tests to measure the exact amount of residual oils and non-volatile residues left on a component. This process involves washing test components in specialised solvents, such as hexane or isopropyl alcohol, and analysing the resulting fluid using gas chromatography with flame ionisation detection. The final results must fall below strict toxicological safety limits, ensuring that no industrial oils remain on the device before it moves to packaging and sterilisation phases.
Total Organic Carbon Evaluation Methods
Another critical metric defined in the standard is the evaluation of Total Organic Carbon (TOC). This methodology utilises purified water to extract any water-soluble detergents, cutting fluids, or human handling residues left on the component surfaces. The liquid sample is then oxidised within a specialised analyser to convert the carbon into carbon dioxide, allowing for precise quantification down to parts-per-million levels. This auditable data provides definitive proof that your cleaning processes are performing effectively.
The New Operational Mandates of ISO 14644-5:2025
While component-specific standards handle chemical residues, the overarching management of material flow is governed by the newly updated standard ISO 14644-5:2025, which focuses heavily on cleanroom operations. This updated standard replaces outdated practices with a modern, risk-based management approach.
The Operations Control Programme Framework
The 2025 revision of ISO 14644-5 introduces the mandatory development of an Operations Control Programme (OCP). This program serves as a documented management system that links directly with the facility's overall Contamination Control Strategy. The OCP requires facilities to formally map out exactly how raw materials move from receiving docks through to the clean production floor. This structure ensures that no material can cross a cleanliness boundary without passing through a documented inspection and decontamination stage.
Material and Equipment Flow Pathways
Under the updated standard, production facilities are encouraged to design physical layouts that guarantee a strict separation between ingoing and outgoing items. Materials entering the cleanroom should follow a one-way path, moving through separate airlocks or pass boxes rather than sharing the same corridors used for waste disposal or personnel egress. This prevents clean items from crossing paths with contaminated materials, reducing cross-contamination risks.
How Do You Establish an Effective Material Transfer Protocol?
Transforming these international regulations into daily operational habits requires a well-structured material transfer protocol. This protocol serves as a physical barrier that intercepts and sanitizes every incoming object before it can enter your classified manufacturing zones.
The Architecture of Multi Stage Airlocks and Pass Boxes
The physical boundary of a cleanroom should never be breached by a direct opening to the outside world. All material movement must be handled through specialised transfer enclosures or dedicated airlocks.
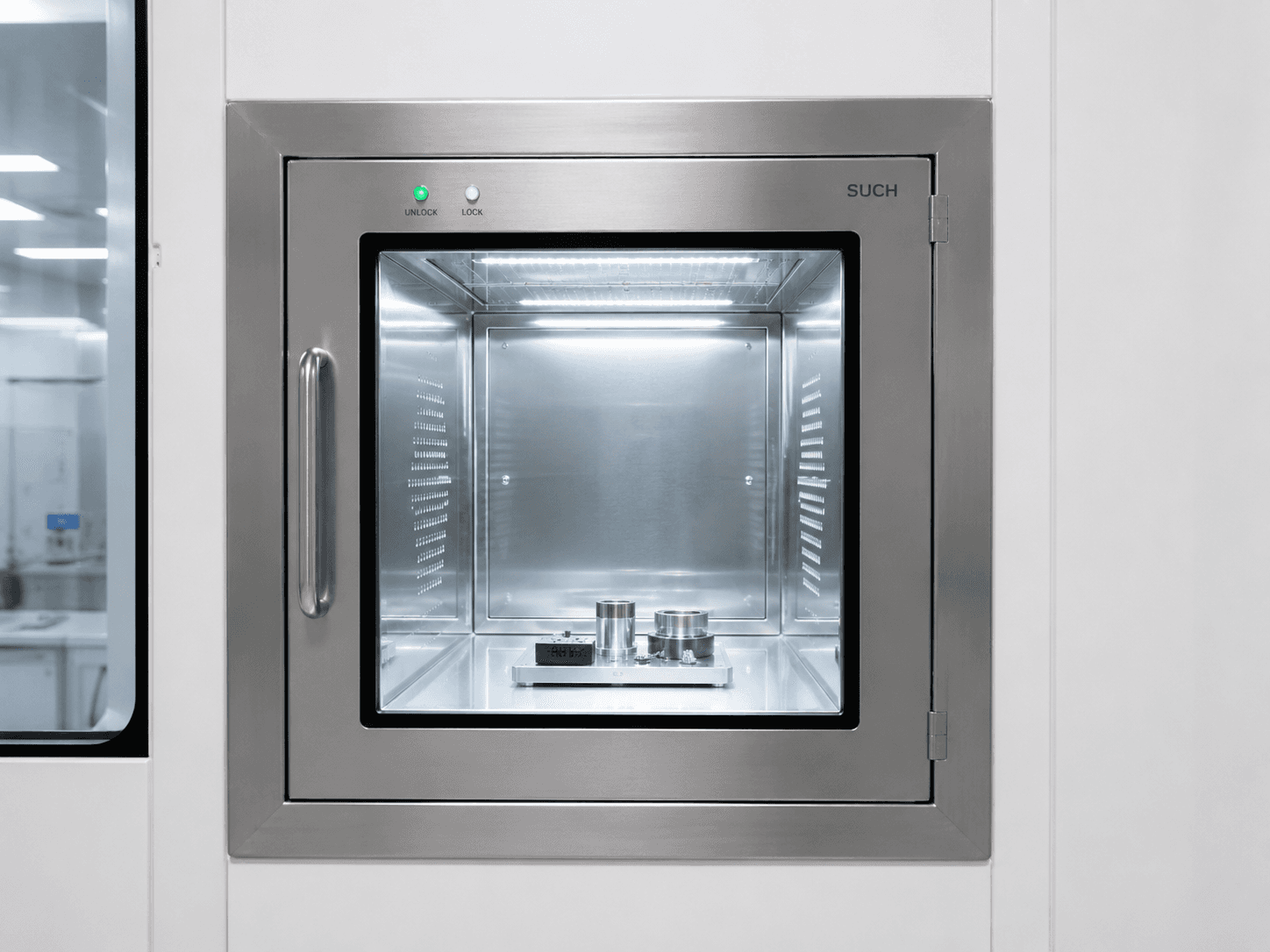
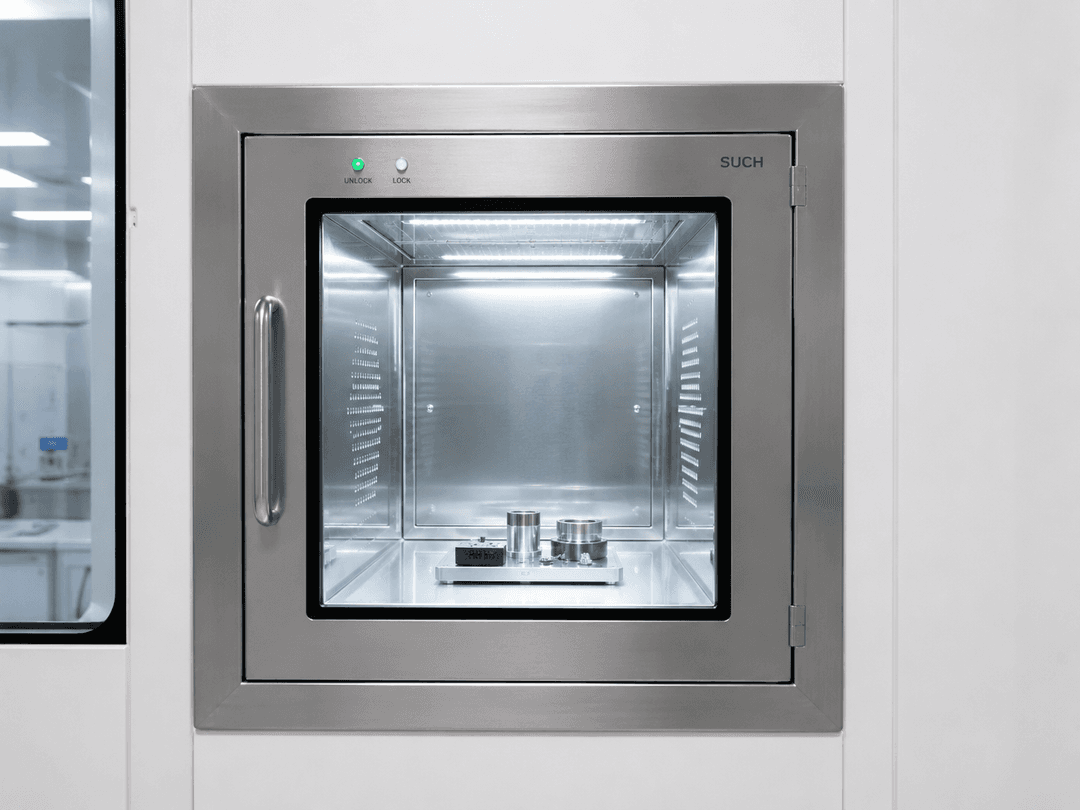
Interlocked Doors and Pressure Cascades
A high-quality material pass box must feature electronic or mechanical interlocking doors, making it physically impossible to open both the clean-side door and the dirty-side door simultaneously. When a batch of raw components is placed into the pass box from the unclassified warehouse, the clean-side door remains locked. An active passthrough hatch would have a HEPA filtered air supply which purges the contents with filtered air. A passive passthrough hatch uses positive pressure gradients to force any airborne dust out toward the dirty side before the clean-side door releases.
Unidirectional Physical Flow Vectors
For large volumes of raw materials or heavy processing machinery, a walk-in material airlock is necessary. The internal transport paths within these airlocks must use clear floor markings to establish a unidirectional flow vector. Cartons are brought in on unclassified transport pallets, transferred across a physical bench or barrier onto cleanroom-approved trolleys (made of easily wiped down materials such as stainless-steel), and then moved into the clean room.

Step-by-Step Decontamination and Wipe-Down Procedures
The physical equipment represents only half of the solution; operators must follow a disciplined, step-by-step cleaning procedure during every single transfer event.
Triple-Bagging and Outer Layer Stripping
Raw components destined for critical clean environments should ideally be wrapped in multiple layers of sealed polyethylene packaging by the supplier, a process known as triple-bagging. As the batch moves through the airlock cascade, operators systematically cut away and discard the outermost bag at each boundary layer. The final innermost bag is only opened once the components have safely entered the core cleanroom space, ensuring that any dust collected during transport is stripped away outside the active production zone.
Selecting Compatible Sporicidal and Disinfectant Chemistries
For items that cannot be multi-bagged, every surface must be wiped down manually within the airlock using a pre-approved procedure of wipes and agent suitable for the process. The choice of disinfectant chemistry is critical: for example, pharmaceutical facilities must alternate between a fast-acting alcohol solution, such as 70% denatured ethanol or isopropyl alcohol, and a robust sporicidal agent, such as hydrogen peroxide or peracetic acid. This rotation ensures the elimination of both active bacterial cells and resilient fungal spores before the materials are permitted into the clean space. Within advanced engineering consideration of the reactions between cleaning and process chemistry must be carefully considered and tested.
What Validation Methods Confirm Component Cleanliness?
An ingress protocol is only as reliable as the validation testing used to monitor its performance. Quality control teams must implement routine sampling programs to verify that incoming components consistently meet specified cleanliness criteria.
Surface Particulate Testing and Extraction Protocols
To prove that component surfaces are free from microscopic particles, facilities use liquid extraction techniques combined with specialised counting hardware.
Ultrasonic Agitation and Liquid Particle Counting
A standard method for validating part cleanliness involves placing a sample component into a beaker of ultra-pure, particle-free water. The beaker is then placed inside an ultrasonic bath, where high-frequency sound waves create microscopic cavitation bubbles that gently scrub particles off all internal and external surfaces. The fluid is then passed through an automated liquid particle counter, which uses a laser diode to count and size every remaining particle. The final count must meet the limits defined by your quality assurance team before the batch can be released to the production line.
Surface Swabbing Techniques
For large components or fixed machinery parts that cannot fit into an ultrasonic bath, operators use specialised low-shedding polyester swabs. The swab is moved across a precisely measured surface area using a standardized pattern and consistent pressure. The tip of the swab is then analyzed using light microscopy or scanning electron microscopy to identify the nature and size distribution of any captured debris, allowing you to trace contamination back to specific suppliers.
Bioburden Threshold Testing and Endotoxin Analysis
For pharmaceutical packaging and medical device applications, verifying the absence of living microorganisms and bacterial fragments is a regulatory requirement.
Membrane Filtration and Culturing
The life science sector calls for bioburden validation which requires extracting of biological contaminants from component surfaces using a sterile rinsing fluid. This fluid is then passed through a micro-porous membrane filter that catches all microbial cells. The filter membrane is placed onto a nutrient agar plate and incubated at controlled temperatures for several days. Technicians then count the resulting colony-forming units to ensure the batch falls safely within established safe bioburden thresholds.
Limulus Amebocyte Lysate Testing for Pyrogens
Even if a component is destined for terminal heat sterilization, dead bacterial cell walls can leave behind dangerous pyrogens known as endotoxins. These fragments can cause severe inflammatory reactions in patients. To monitor this risk, quality teams use the Limulus Amebocyte Lysate (LAL) assay on component rinse water. This highly sensitive biochemical test reacts with endotoxins, allowing technicians to measure pyrogen levels precisely and reject sub-standard materials before they reach final packaging phases.
How Do You Secure a Bespoke Ingress Protocol Design and Turnkey Quote?
Establishing an effective material ingress protocol requires a careful balance of architectural design and process validation. Attempting to manage raw component contamination with basic procedures or non-specialised transfer equipment can quickly lead to failed batch counts, regulatory audit non-conformances, and expensive product recalls. Long-term compliance requires an engineered approach tailored specifically to your facility layout, component geometries, and target cleanliness classifications.
At ISO Cleanroom, we provide complete, bespoke cleanroom solutions across the United Kingdom to resolve complex material handling and contamination challenges. Our engineering team can audit your incoming goods pathways, calculate necessary pressure cascades, and install advanced modular pass boxes, walk-in material airlocks, or high-performance HEPA enclosure solutions. We ensure that your raw components transition seamlessly into your production areas while fully maintaining the integrity of your certified space.
Whether you need to upgrade an existing facility to comply with the 2025 revision of ISO 14644-5, build custom interlocked transfer chambers, or establish a reliable environmental monitoring routine, our specialists are here to assist. We deliver comprehensive turnkey projects that seamlessly integrate structural design, mechanical airflow systems, and robust validation documentation to give you complete operational confidence.
To discuss your material transfer challenges and secure a detailed, transparent turnkey quote for your next facility upgrade, please contact our team today. Visit our dedicated contact page to submit your project requirements, or explore our specialised cleanroom design services to learn more about our architectural design capabilities. You can also review additional guidance via the International Organisation for Standardisation (ISO) and the International Society for Pharmaceutical Engineering (ISPE) portals to study the global technical standards that guide our custom manufacturing work.